

In the light of ever-increasing fire incidents and accidents in glass façade buildings, don’t you think a more ‘proactive approach’ of ‘fit for purpose’ designed and tested solution should be implemented rather than a solution just pieced together? With building skins enveloped more in glass than ever before in the history of architecture as our aim as specifiers, consultants, architects, fabricators and engineers must be to take a stand for, ‘complete tested solution’ which is the right way forward.
This ensures the best possible results for the occupants, firemen and indeed the property. Our National Building Code and municipal by laws are certainly headed in the right direction when it comes to ‘fire safety’, however, it is always good to share global industry best practices.
Reference from National Building Code related to Smoke Venting in Glass Façade Buildings
Open-able panels shall be provided on each floor and shall be spaced not more than 10 m apart measured along the external wall from center-to-center of the access openings. Such openings shall be operable at a height between 1.2 m and 1.5 m from the floor and shall be in the form of openable panels (fire access panels) of size not less than 1m × 1m opening outwards. The wordings, ‘FIRE OPENABLE PANEL. OPEN IN CASE OF FIRE, DO NOT OBSTRUCT’ of at least 25 mm letter height shall be marked on the internal side. Such panels shall be suitably distributed on each floor based on occupant concentration. These shall not be limited to cubicle areas and shall be also located in common areas/corridors to facilitate the access by the building occupants and fire personnel for smoke exhaust in times of distress’.
 When it Comes to ‘Fire Safety’, It is Always Good to Follow Global Industry Best Practices
When it Comes to ‘Fire Safety’, It is Always Good to Follow Global Industry Best Practices
There are various components that go into the curtain wall and we skip to think at times how will they all perform as one well oiled machine when it comes to a fire emergency. One such system among others that are now mandated by some of the major metros in India and growing are ‘Automatic smoke ventilation systems’.

Let’s look at the practices of the Euro Norms as to how this system is tested and handled. Under the mandated UK Construction Product Regulations, products that have a harmonized European standard (hEN), must be CE Certified against that standard. The Construction Products Regulation (CPR) lays down harmonized rules for the marketing of construction products in the EU. The regulation provides a common technical language to assess the performance of products. It ensures the availability of reliable information in order that the performance of products from different manufacturers in different countries can be compared. Windows automated for smoke ventilation falls into the Smoke and Heat Exhaust Ventilator (SHEV) standard EN12101-2.
Our focus here for, ‘Automatic Smoke Ventilation Systems’ would focus on EN 12101 Part 2, in particular Annex G. We must also consider during the design and specification stages that a fully tested and compliant control system is specified, which comes under EN12101 Part 10.
Product Regulation for Smoke Ventilation Systems EN12101
• Part 1 Specification for smoke barriers
• Part 2 Specification for natural smoke and heat exhaust ventilators
• Part 3 Specification for powered smoke and heat exhaust ventilators
• Part 4 Fire and smoke control installation of kits
• Part 5 Guidelines on functional recommendations and calculation methods for SHEV’s
• Part 6 Pressure differential systems
• Part 7 Smoke control ducts
• Part 8 Smoke control dampers
• Part 9 Control panels
• Part 10 Power supplies

So, the question arises: can a tested actuator installed to a tested vent be deemed as tested and certified to the above standard? The simple answer is, No. It is not ‘fit for purpose’ as a life safety product and responsibility of approving such a solution is not the responsibility of the approving authority, but the company that specified it and the company that placed it onto the market.
To comply, EN 12101-2 dictates that actuators, hardware and vent profiles, either from a system company or a fabricator, must be tested together as a single system, at a locally accepted and accredited facility, to the test annexes of the prescriptive standard. There are also strict audited procedures to fabricate and install the components, to ensure they are manufactured as tested which we shall come to at the end called, Factory Production Control (FPC).
This will ensure, a fully tested solution to a certified process by a façade automation expert. The façade contractor is therefore protected and provided with a full service from design to installation, accompanied with the proof of compliance in the form of the Declaration of Performance (DoP).
Annex G, Heat Exposure Test, Reaction to Fire
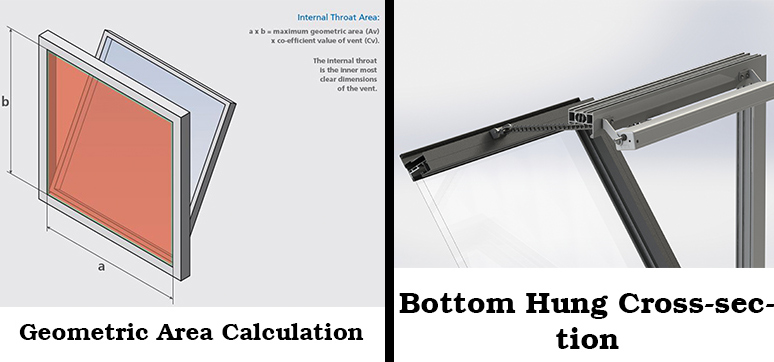
The objective of the test: The objective of this test is to establish the ability of the installed ventilator (AOV) to open under exposure to heat and to remain in the fire open position with not more than 10 % reduction of the throat area. When successfully tested to Annex G, the ventilator shall be classified as one of the following:
• B 300
• B 600
• B A

The designations 300, 600 and A represent the temperature (in °C) at which the ventilator is tested in accordance with Annex G. The vent in the chamber is taken up to a temperature 300°C, then after 5 minutes opened to its fully open position which must be done in under 60 seconds and stay that way for the rest of the test for 30 minutes. Below are a few images of a smoke vent during the fire test phase for one of our chain actuator products with a remounted system company. We ensure that the tested solutions are produced and installed the same way as they were tested through factory production control.

EN 12101 Part 2 Annexes
• Annex B, determination of the aerodynamic free area;
• Annex C, reliability test;
• Annex D, opening test under load;
• Annex E, low ambient temperature test;
• Annex F, wind load test;
• Annex G, heat exposure test, reaction to fire
Annex G, Heat Exposure Test, Reaction to Fire: Now, let us look at Annex G in a little more detail since our focus is on fire tested smoke vents Below is the key excerpt from the regulation.
Factory Production Control (FPC)

 The FPC system shall consist of procedures, regular inspections and tests and assessments. And the use of the results should be used to control raw and other incoming materials or components, equipment, the production process and the product. It shall be sufficiently detailed to ensure that the conformity of the product is apparent. The results of inspections, tests or assessments requiring action shall be recorded, as any action shall be taken, if required. The action to be taken, when control values or criteria are not met, shall be recorded and any non-conformity to be checked, documented and rectified.
The FPC system shall consist of procedures, regular inspections and tests and assessments. And the use of the results should be used to control raw and other incoming materials or components, equipment, the production process and the product. It shall be sufficiently detailed to ensure that the conformity of the product is apparent. The results of inspections, tests or assessments requiring action shall be recorded, as any action shall be taken, if required. The action to be taken, when control values or criteria are not met, shall be recorded and any non-conformity to be checked, documented and rectified.
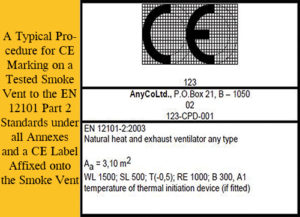 Below is a typical procedure for CE Marking on a tested smoke vent to the EN 12101 Part 2 standards under all annexes and a CE Label affixed onto the Smoke Vent. What is our key takeaway? We must ask ourselves, why conduct a Performance Mock-Up (PMU) for glazed façade with the operable panel only for structural and weather performance, why not also to strict fire standards/ codes as well? With such tests that we have conducted jointly with global system companies, we are certain that this should be the way forward for an all-rounded smoke ventilation system which system company’s, façade consultants, fabricators and manufacturers can safely place in the market.
Below is a typical procedure for CE Marking on a tested smoke vent to the EN 12101 Part 2 standards under all annexes and a CE Label affixed onto the Smoke Vent. What is our key takeaway? We must ask ourselves, why conduct a Performance Mock-Up (PMU) for glazed façade with the operable panel only for structural and weather performance, why not also to strict fire standards/ codes as well? With such tests that we have conducted jointly with global system companies, we are certain that this should be the way forward for an all-rounded smoke ventilation system which system company’s, façade consultants, fabricators and manufacturers can safely place in the market.

For a curtain wall glazing, as important as performance to strict weather and structural standards so is its ability to perform during an unforeseen fire emergency. I am told, in the next 30 years, the number of new buildings would outnumber the current stockpile. Hence, a formal approach to systems like ‘automatic smoke vents’ and ‘fire safety’ in buildings would be the welcome way forward, to benefit all stakeholders alike.












