The point of this article is to show the intricacy of planning a DGU curve façade with and work with this assignment practically speaking for plans which face these kinds of difficulties just as fill in as broad information for those doing additionally investigate in this theme. The point of this exploration was to see if the current unitised curtain wall systems’ techniques can be utilised for DGU-curve façade and, assuming this is the case, is to make understand exterior project workers and architects about the process involved in planning a DGU-curved unitised curtain wall system.
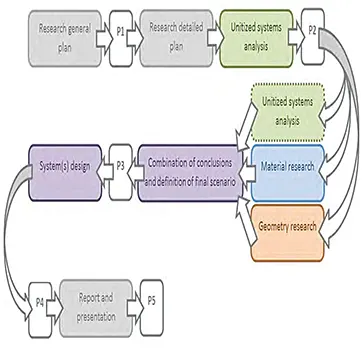
The examination procedure comprised of having three sub-fields of exploration: DGU unitised frameworks investigation, design examination, and material examination. This situation would, on a fundamental level, imply that curve DGU glass, straight and turned or single-bended, and bent transoms would need to be utilized.

Objective is to analysis need to be done on initial stage, what exactly project needs? Therefore, the design development phase focused on the design of a unitised system for the “floor-based twisted extruder” using double-curved insulating glass, straight or single-curved transoms and single curved mullions. The use of non-twisted profiles led to several rotations or deviations in the cross joint (where four units meet) as well as to varying angles between the glass unit and the load-bearing curtain wall profiles.
Questions to be asked before going manufacturing curved unitised panels:
-
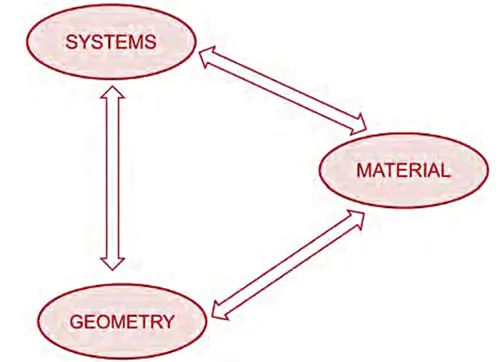
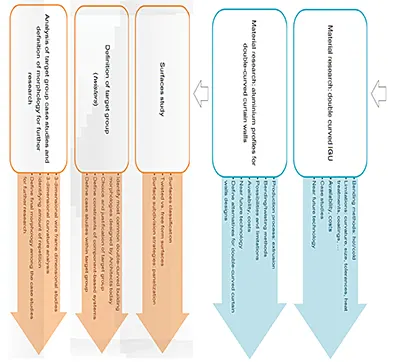
Image 1: Overall flow chart Can the current unitised component-based curtain wall systems’ strategies be used for DGU curved facades?
- What is theoretically possible with bent glass and aluminium framing for non-orthogonal buildings now or in the near future and what would be the most practical type of unit to develop?
- How do the particularities of curtain wall unitised systems interact with the double curved glass and framing possibilities?
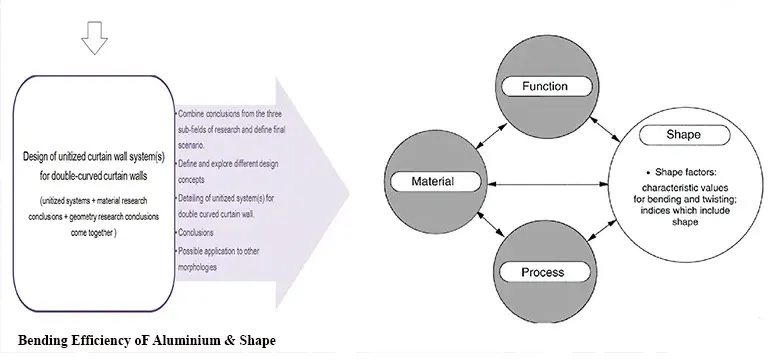
In axial tension, the area of the cross-section is important but its shape is not: all sections with the same area will carry the same load. Not so in bending: beams with hollow boxes or I-sections are better than solid sections of the same cross-sectional area. Torsion too has its ‘best’ shapes: circular tubes, for instance, are better than either solid sections or I-sections. To deal with this, we define a shape factor which measures, for each mode of loading, the efficiency of a shaped section. 6061-T6 aluminium is tempered and notorious for not bending easily. From a bending perspective, it’s always best to bend these parts in an annealed state and then temper them to the correct condition. That’s the ideal, anyway, but the reality is that many parts arrive at the press brake in a less than ideal state. Alas, it’s the life of a press brake operator.
T6 aluminium is precipitation-hardened, which is a form of artificial aging that causes particles within the metal to be spread evenly throughout the grain structure of the metal. Once the particles become dispersed, they hinder any further dislocation of the grain, thereby strengthening the metal. To create these precipitates, the aluminium is heated using a solution treatment at high temperatures and at a prescribed time, then quenched for rapid cooling. This type of hardening typically is performed in an inert atmosphere vacuum at temperatures between 900 and 1,150 degrees F.
The process can take up to four hours to complete, depending on the characteristics of the material. When bending aluminium, know that the smaller your inside bend radius, the larger the chance that cracking will occur in the part. Also know that, for the best results and fewer cracks on the outside of the bend, the bend line should go across or diagonal to the material grain when and where possible. Ideally, part designers should know that when it comes to aluminium grades, 3003 and 5052 will bend, 6061 will not. This is generalising, of course, as there are ways to form 6061. The aluminium series’ ability to bend tends to decrease as you move down the list of tempers, from annealed to T4 and T6. Bending these tempered alloys is not impossible, but it is very difficult and will most likely require large bend radii to avoid cracking on the outside of the bend. If you’re not careful, you can completely fracture the bend line.
Heating Aluminium
While bending of 6061-T6 aluminium, eliminate cracking by having a large radius relative to the material thickness. And sometimes we have performed a three-step bend — a 2-degree bend in front of the bend centerline, a 2-degree bend from behind the bend, and then an 86-degree bend in the center. Looking at heating the part, which involves heating the part with an oxyacetylene torch in the following manner:
- Detune the acetylene torch and coat the area to be bent with soot
- Turn back the O2 and set your rosebud tip to an ordinary flame
- Heat the part uniformly until the black soot goes away
This should anneal the 6061-T6 (or other “T”) into a T-0 material. This makes the aluminium about as bendable as it can get.
Note that aluminium does not change colour when heated, so getting burned becomes a real concern. Also, as aluminium comes from the mill, it develops a coating, aluminium oxide, as it cools. This surface condition is left alone by the mill because it’s a natural coating that protects the aluminium from the elements during transport and storage. While protective, this coating creates another problem for anyone who is self-annealing the material: Aluminium oxide melts at a higher temperature than the encased aluminium. You must use extreme caution, as the aluminium will melt from the inside out. You can blow a hole in the material before you see any visible sign that any melting is occurring. A generic temperature for forming is around 500 degrees F. Know that if you heat materials enough to bend them, you can change the temper of the base material, in which case you will need to retemper it.
Glass Bending Process
Warm Bending Process
The existing warm bending processes directly after the extrusion process can be divided into two groups. The first group influences the material flow of the extrusion material during the extrusion process, which can be achieved using three process variations. The first one influences the material flow in the deformation zone using a forming pocket, the second one influences the material flow before the deformation zone using an eccentric positioned mandrel and the third one influences the material flow after the deformation zone by varying the length and/or form of the bearing surface. Extrusion using a die recess is applied if the continuous extrusion process is desired. This method reduces the dead time between each extrusion cycle, since the puller can work continuously too.
Another advantage of using a die recess is that the geometry of the die recess can be modified to make some corrections in the material flow. Influencing the material flow intentionally to make a bent profile is also possible. The sides of the profile which exit slower are designed with a narrower die recess than the other side. The friction between extrusion tools and the workpiece can be exploited to modify the velocity distribution of the material flow during extrusion. In this case, an eccentrically mounted extrusion mandrel induces asymmetric friction in the extrusion billet, which causes an asymmetric velocity distribution during the extrusion process.
Due to this asymmetric velocity distribution bent profiles are obtained. Due to the friction between container and billet during the direct extrusion, a specific velocity distribution is obtained. In the center area of the billet, the velocity reaches the maximum and decreases continuously until zero at the billet periphery. Extrusion dies with an eccentric die opening, therefore, allowing a bent profile to leave the die, although the velocity distribution of the material flow remains symmetric. During the extrusion process, the material flows in a specific velocity distribution along the profile cross section.
Modifying velocities along the profile cross-section can be achieved by modification of the bearing geometry:
- Different lengths of the bearing surface,
- Different angles of inclination of the bearing surface and
- Different gap widths of the inclination angle during the production of hollow profiles.
The second group uses a bending device consisting of bending rolls, which are mounted directly behind the die or as usually done behind the counter platen of the press unit. In this process, 3D-bent and twisted profiles can be deformed using the heat from the extrusion process. The extruded profile is bent using a guide. The process is therefore divided into two steps, which is a great advantage for the simplicity of the process guiding. The first step produces the profile cross-section, and the second step builds the bending contour. The bending contour is controllable over the entire extrusion process.
Gravity Bending

A curved glass building in France
In building envelope applications, glass is generally bent through a thermal gravity process. By the middle of the 19th century, architects were bending glass, a technique developed in England, and this exists today in a slightly modified form.
The procedure is as follows: a glass pane is laid over a bending form and heated to 550 – 620 °C in the bending over. Having reached the softening temperature, the plain pane descends (through gravity) slowly into the bending mould and adopts its shape. The subsequent cooling down phase defines the shape of the glass. Slow cooling, free from residual stress, produces a glass which can be further processed, whereas fast cooling creates a partially or fully tempered glass, which is not suitable for further processing.
Advantages of Gravity Bending Good optical quality (no roller wave distortions)
- No anisotropies
- All shapes (cylindrical and 2-axis) are possible
- Concave and convex shapes with coatings are possible
A challenge is typically the long production time (heating up the box furnace + holding time + annealing time). This must be taken into account when discussing production capacities and lead times. Gravity-curved glass is not safety glass (no tempering or heat-strengthening process). If safety requirements are to be considered, the curved glass panes can be laminated after the bending process. A pre-condition here is that all lites to be laminated are placed at the same time onto the mold in order to ensure the identical shape. This avoids stress in the laminate and delamination.
Bending Toughened Glass using the process, the glass becomes curved and either fully tempered or heat strengthened at the same time. The treatment takes place in similar production facilities as those used for flat tempered or heat-strengthened glass. After the heating process in the furnace, the soft glass is mechanically curved (pushed) in the flexible quench zone while strengthening and cooling. The cycle times for bending the glass are comparable to flat tempered or heat-strengthened glass. The main problems can often be anisotropies and optical distortions caused by the production process. Another characteristic of this process is the limitation to cylindrical shapes and concave shapes when coatings are involved.
Bending Shapes

A distinction is generally made between bent glass, slightly bent glazing with a bending radius of more than two metres and severely bent glass with small radii. Moreover, there is a difference between glass which is bent cylindrically and spherically.
Cylindrically bent glass is bent along one axis, and spherically over two axes. Float glass is, in principle, suitable for all these bending shapes. Due to the production technology involved, fully tempered and heat-strengthened glass are used primarily for cylindrical bending.
Cold-Bending
This technique allows designers to create continuously smooth glass surfaces (as opposed to segmented structures) and can be a cost-effective method of cladding a shaped glass façade. Often, cold-bending refers to the practice of fabricating pre-shaped unitised curtain wall panels and industrial cladding at the production site, or the flat glass units are installed at the building site on a curved sub-construction.
A necessary pre-condition is the toughening process of all applied glasses, as the resulting high bending strength of toughened glass allows for applying permanent deflections to the glazing without issue. The radius limitations of the glass units depend on the degree of surface compression. The minimum achievable radii are much larger compared to thermally curved glass and are typically several metres. The typical parameter describing the deflection of cold bent glass is the displacement. The shaping of the glass can be achieved by:
- Pushing by cover bars
- Structural sealant between glass
- Hardened the resin of thin laminated glass (laminate-bending)
The applied permanent tensions of the cold-bent units must be considered for dimensioning the insulating glass sealant depth, together with the bite and area of the used structural silicone if applied on a pre-shaped sub-construction.
Requirements
Generally, bent glass is not a regulated building material, and it should ensure functionality such as thermal insulation, and solar and noise protection. In addition, it must meet the requirements of building laws, such as fall prevention measures and load-bearing regulations, to the same extent as plane glass. To verify this and be allowed to install bent glasses, manufacturers must provide approvals by local building authorities case by case or an ETA (European Technical Approval) in Europe before starting the construction. Comprehensive European standards for bent glass are currently not available, but full usability should be documented in all cases. The international standard ISO 11485 Glass in building.
Conclusions & Expectations from the Indian market
Recent developments in the market make it possible to consider double-curved façades with the use of bent glass for a unitised component-based system strategy.
In the glass industry, the improvement of the manufacturing accuracy is leading to each time better application of insulated glass units for which the reproducibility of the glass unit is a key issue. Coating techniques for this type of glass are also being improved to cope with the current energy-saving demands for building envelopes. Also, adaptable moulds are being developed aiming for higher shape freedom added to the economic advantage that re-using the same mould supposes.
In parallel, the development of the cold bending glass technique is using the advantages from the manufacturing of typical flat insulated glass units, facing then the challenge of controlling the stresses in the glass when bending it on site. In the aluminium framing industry, there are also hot and cold forming processes. Cold forming processes of extruded profiles at the factory are the most common methods but there are new developments where hot bending and twisting can be done by influencing the material flow during extrusion, or by forming (rolling) right after the extrusion process (for single curved profiles). Cold bending and twisting on the site are also possible for smaller deviations.
In line with the industry developments, the use of improving computational tools for geometry control and data management facilitating the communication with the different parties involind is encouraging this new way of designing and building. A unitised curtain wall system brings higher complexity in the design phase, and the possibility of creating complex and/or irregular surfaces is limited. The added degree of complexity that a non-orthogonal façade brings is the subject for this graduation work, aiming to be able to cope with projects with higher morphological complexity while using the existing strategies of the current unitised curtain wall systems. the In future fully unitised curve glass panels will be in demand in India and architects will have more flexibility in their design.
Glass processors must find out the way to fasten the manufacturing of curved glass with equivalent strength heat strengthen glass which is 2 to 3 times more than annealed glass. There are very advance technologies that exist in Europe and USA for bending Aluminium profiles Indian extruders must do research in this segment as demands will start coming.